-

厂家直销
-

品质保障
-

售后无忧
-

支持定制
-

多年经验

联系人:刘鸿 刘锋
电 话:0510-88220105
传 真:0510-88220105
手 机:18617216508/13826981732
邮 箱:xinbolangte@163.com
网 址:shsyykl.com
地 址:江苏省无锡市锡山区羊尖镇锡沪路328号
在诸多焊接方式中,由于点焊只需点位控制,至于焊钳在点与点之间的移动轨迹没有严格要求,因此点焊对所用的机器人的要求是不很高的,这也点焊机器人较早被应用的原因之一。定制伯朗特但为了确保焊接质量,基本的要求还是要满足的,比如说点焊机器人不仅要有足够的负载能力,而且在点与点之间移位时速度要快捷,动作要平稳,定位要准确,以减少移位的时间,提高工作效率。在实际焊接过程中点焊机器人需要有多大的负载能力,主要取决于所用的焊钳形式,对于用与变压器分离的焊钳,30~45kg负载的机器人就足够了。但是这种焊钳一方面由于二次电缆线长,电能损耗大,也不利于机器人将焊钳伸入工件内部焊接;另一方面电缆线随机器人运动而不停摆动,电缆的损坏较快。伯朗特价格因此一体式焊钳逐渐将其代替。考虑到点焊机器人要有足够的负载能力,才能以较大的加速度将焊钳送到空间位置进行焊接,一般都选用100~150kg负载的重型机器人。为了适应连续点焊时焊钳短距离快速移位的要求,有些重型机器人增加了可在0.3s内完成50mm位移的功能,而这也对电机的性能,微机的运算速度和算法都提出更高的要求。

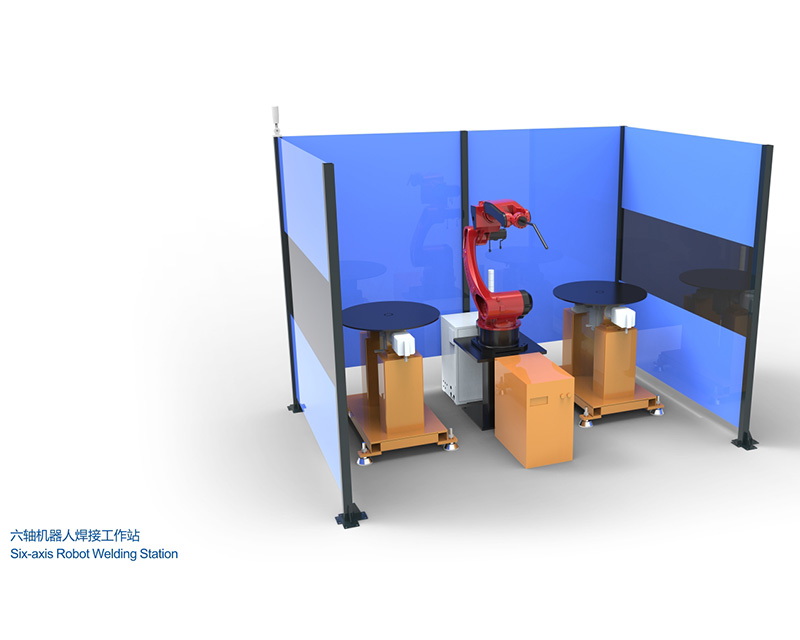
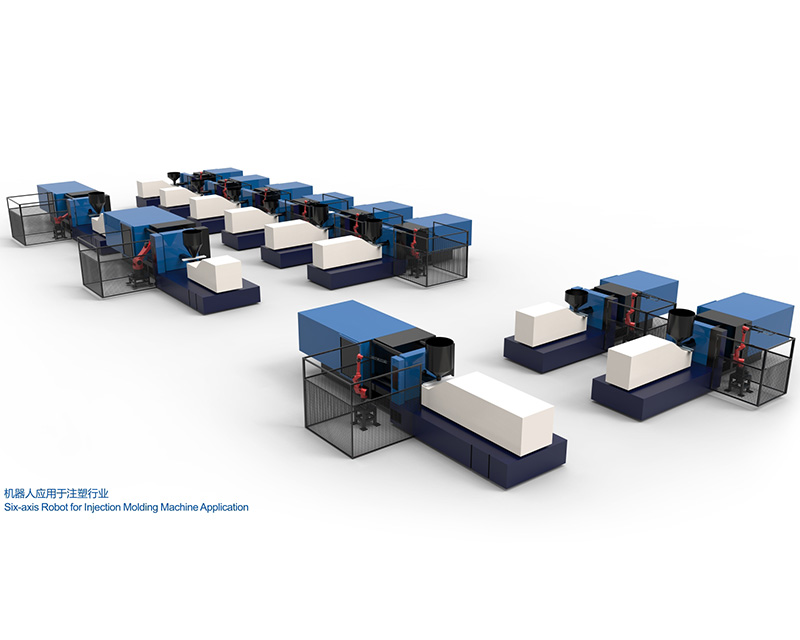
上下料数控机床机械手能满足“快速大批量加工节拍”、“节省人力成本”、“提高生产效率”等要求,是越来越多工厂的理想选择。伯朗特价格上下料数控机床机械手系统具有高稳定性,结构简单易于维护, 满足不同种类产品的生产, 可以快速进行产品结构的调整并扩大产能, 降低工人的劳动强度。数控机床机械手是典型的机电一体化设备,可用于数控机床上工件加工,自动地为机床抓取工件,取代操作人员频繁取料,实现工件加工自动化,节约劳动力;生产成本,提高工作效率。在全自动化数控加工生产线中,零件的装卸传送环节利用工业机器人机械手完成操作。针对具体的生产工艺,结合机床的实际结构,利用数控车床上下料机械手可以实现更简便更一体的零件装卸传送操作。数控车床机械手,其特征在于,包括支架,控制柜安装在支架上,支架上面设有控制柜台面,Y向推进机构安装于控制柜台面上,定制伯朗特快盈IV振动送料机构位于控制柜台面上,送料机构与送料机构固定支架相连并安装于控制柜台面上,出料机构安装在控制柜台面上送料机构另一侧,X向推进机构安装在送料机构与出料机构之间,在上述支架上还设有显示器支架,在出料机构处还安装有集油盘,振动送料机构下方安装有振动台连接板,支架的外侧设有数控连接支架,支架的底部安装有万向轮,支架底部安装有垫脚。数控车床上下料机械手具备一次加料能满足一天自动加工需求、加工完成的产品能按标准自动排放的功能,同类产加加工过程中工人只负责加料、取成品和抽捡工作,从原来一个工人操作两台数控机床扩大到一个工人可管十台数控机床,解放了劳动力。

1.柔性,机器人是数控立体作业机床,具有六个自由度,不仅可以实现焊枪位置的可达性,还可以实现焊枪的角度变化。虽然它的精度不能与传统的机床相比,但对于焊接生产而言,机器人的重复定位精度已完成能够胜任。从经营角度看,设备的购入与产出平衡对企业来说非常重要,加之市场的影响,产品的更新换代周期相对缩短。定制伯朗特如果采用焊接专机进行焊接生产,在产品换型时,焊接专机很难快速地适应产品的变化,从而阻碍了新产品的推出速度,这种延误极有可能严重影响企业的快速发展。采用机器人进行焊接生产,企业只需编制一个新程序即可实现新产品的投产,可使企业在市场上抢得先机。2.人机对话,人机对话意味着自动化程度的提高,同时也给我们带来了效率和效益。人机对话是“指令”和“传感”的交流,它的发展依赖于传感技术的发展。目前在焊接机器人工作站上,伯朗特价格快盈IV已经有越来越多的各种传感器得到使用,比如,借助电流检出装置,可以实现焊接过程的跟踪;利用视觉传感器,可以实现焊缝位置的检测。3.在中国的应用特点,(1)我国焊接机器人的应用主要集中在汽车、摩托车、工程机械、铁路机车等行业。汽车是焊接机器人的最大用户,也是最早的用户,汽车制造和汽车零部件生产企业中的焊接机器人占全部焊接机器人的76%。在汽车行业中,点焊机器人与弧焊机器人的比例为3:2,而其他行业大都是以弧焊机器人为主。

1、机器人的控制系统“控制”的目的是使被控对象产生控制者所期望的行为方式。 .“控制”的基本条件是了解被控对象的特性。 “实质”是对驱动器输出力矩的控制。2、机器人示教原理四轴机器人的基本工作原理是示教再现;定制伯朗特示教也称导引,即由用户导引六轴机器人,一步步按实际任务操作一遍,机器人在导引过程中自动记忆示教的每个动作的位置、姿态、运动参数/工艺参数等,并自动生成一个连续执行全部操作的程序。完成示教后,只需给机器人一个启动命令,机器人将精确地按示教动作,一步步完成全部操作。伯朗特价格3、机器人控制的分类1)按照有无反馈分为:开环控制、闭环控制;开环精确控制的条件:精确地知道被控对象的模型,并且这一模型在控制过程中保持不变。2)按照期望控制量分为:位置控制,力控制,混合控制 ;位置控制分为:单关节位置控制(位置反馈,位置速度反馈,位置速度加速度反馈)、多关节位置控制、多关节位置控制分为分解运动控、集中控制;力控制分为:直接力控制、阻抗控制、力位混合控制;3)智能化的控制方式 :模糊控制、自适应控制、最优控制、神经网络控制、模糊神经网络控制 、专家控制以及其他;
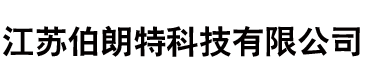
关于弧焊机器人的作业站的缔造,是一个比较复杂的工程,缔造起来的进程也恰当繁琐。那么,焊接机器人的作业站是怎么构成的呢?定制伯朗特首要当然是核心部件之焊接机器人单元,一般的弧焊机器人是由示教盒、控制盘、机器人本体及自动送丝设备、焊接电源等部分组成。可以在计算机的控制下完成连续轨迹控制和点位控制。不只如此,它还可以运用直线插补和圆弧插补功用,来焊接由直线及圆弧所组成的空间焊缝,功用非常健壮。弧焊机器人主要有熔化极焊接作业和非熔化极焊接作业两种类型,不只可以长时间进行焊接作业,还能确保焊接作业的高生产率、高质量和高安稳性等特点。其次是电源单元和焊枪单元,都是弧焊机器人作业站作业的根底;一起还有外部轴单元或焊接作业台,比如伺服行走滑台、伺服变位机、固定作业台、气动变位机、旋转台等多种方法,满意不同的工况。伯朗特价格除此之外,弧焊机器人作业站还有夹具单元,用以固定工件,常用的有全自动电控夹具、手动阀气动夹具、手动夹具等;装置结构单元,担任弧焊机器人作业站的结实安稳,有机器人底座或全体便当移动式大底板。其他,由PLC电气控制、操作控制台、发起按钮盒等构成的电气控制单元;安全防护单元;自动清枪站;安全作业房等也都是弧焊机器人作业站不可或缺的组成部分

工业机器人本体铸件的维护保养主要包括一般维护和日常维护。冲压机械手在自动化设备的基础上,根据冲压生产特点,专门为实现冲压自动化无人生产而研发的设备。能取代人工在各个冲压工位上进行物料冲压、搬运、上下料等工作,整条生产线效率达到5秒。冲压机器人成本低,半年能回本。一台机械手大概在6-10万,轴数不一样,品牌不一样都会影响价格。成本前期来说会是一笔不小的钱,可是按时间,月份来算的话也就相当于员工大半年的工资。而且运作效率非常之高,比起人工的出错率要低很多。日常维护分为控制柜维护和机器人本体系统维护。一般维护是指工业机器人操作人员在启动前对设备进行检查,确认设备的完整性和机器人的原始位置;在工作过程中注意机器人的操作,包括油迹、油位、仪表等。t压力、指示信号、安全装置等;然后进行现场清理定制伯朗特控制柜的维护主要包括一般的清洁和维护、滤布的更换(500小时)、测量系统电池的更换(7000小时)、计算机风扇单元的更换、伺服风扇单元的更换(50000小时)、冷却器的检查(每月)等,维护间隔主要为d取决于环境条件,以及机器人运行的次数和温度。机器系统中的电池是不可充电的一次性电池。它们只有在控制柜外的电源被切断时才能工作。使用寿命约7000小时。定期检查控制器散热情况,伯朗特价格确保控制器不被塑料或其他材料覆盖。控制器周围和热源之间有足够的间隙。控制器顶部没有杂物堆积。冷却风扇工作正常,风扇进出口无堵塞。冷却器回路一般为免维护封闭系统。应按要求定期检查和清洁外部空气回路的部件。当环境湿度较大时,应定期检查排水口是否排水。


 地址:江苏省无锡市锡山区羊尖镇锡沪路328号
地址:江苏省无锡市锡山区羊尖镇锡沪路328号 电话:13826981732/18617216508
电话:13826981732/18617216508 快盈IV 邮箱:xinbolangte@163.com
快盈IV 邮箱:xinbolangte@163.com